Vakuumheißgießen: Ein vielseitiges und flexibles Verfahren zur Herstellung Ihrer Bauteile
Merkmale
Was ist Vakuumheißgießen?
Beim Vakuumheißgießen wird eine thermoplastische keramische Masse bei Temperaturen zwischen 70-110°C unter Vakuum mittels Druck in eine Form gegossen. Nachdem die Masse in der Form ausgehärtet ist, wird das Bauteil entformt und anschließend entbindert und gesintert.
Aufgrund der hohen Flexibilität des Vakuumheißgießens, können wir Ihnen vielseitige Lösungsansätze zur Herstellung Ihrer Bauteilgeometrie anbieten, wobei individuelle Problemstellungen berücksichtigt werden können. Als thermoplastische Massen können Sie hierbei standardmäßig, je nach Anwendung, zwischen den Werksstoffen Aluminiumoxid, Korund-Mullit und schwarzem Zirkoniumoxid wählen. Zusätzlich bieten wir Ihnen aber auch eine Entwicklung der thermoplastischen Masse auf Basis Ihres Werkstoffes im Rahmen einer Machbarkeitsstudie an.

Verfahren
Wie funktioniert Vakuumheißgießen im Detail?
Generell gibt es zwei Möglichkeiten, eine Gießform für das Vakuumheißgießen herzustellen.
Für beide Wege benötigt man zunächst eine CAD-Datei des herzustellenden Bauteils.
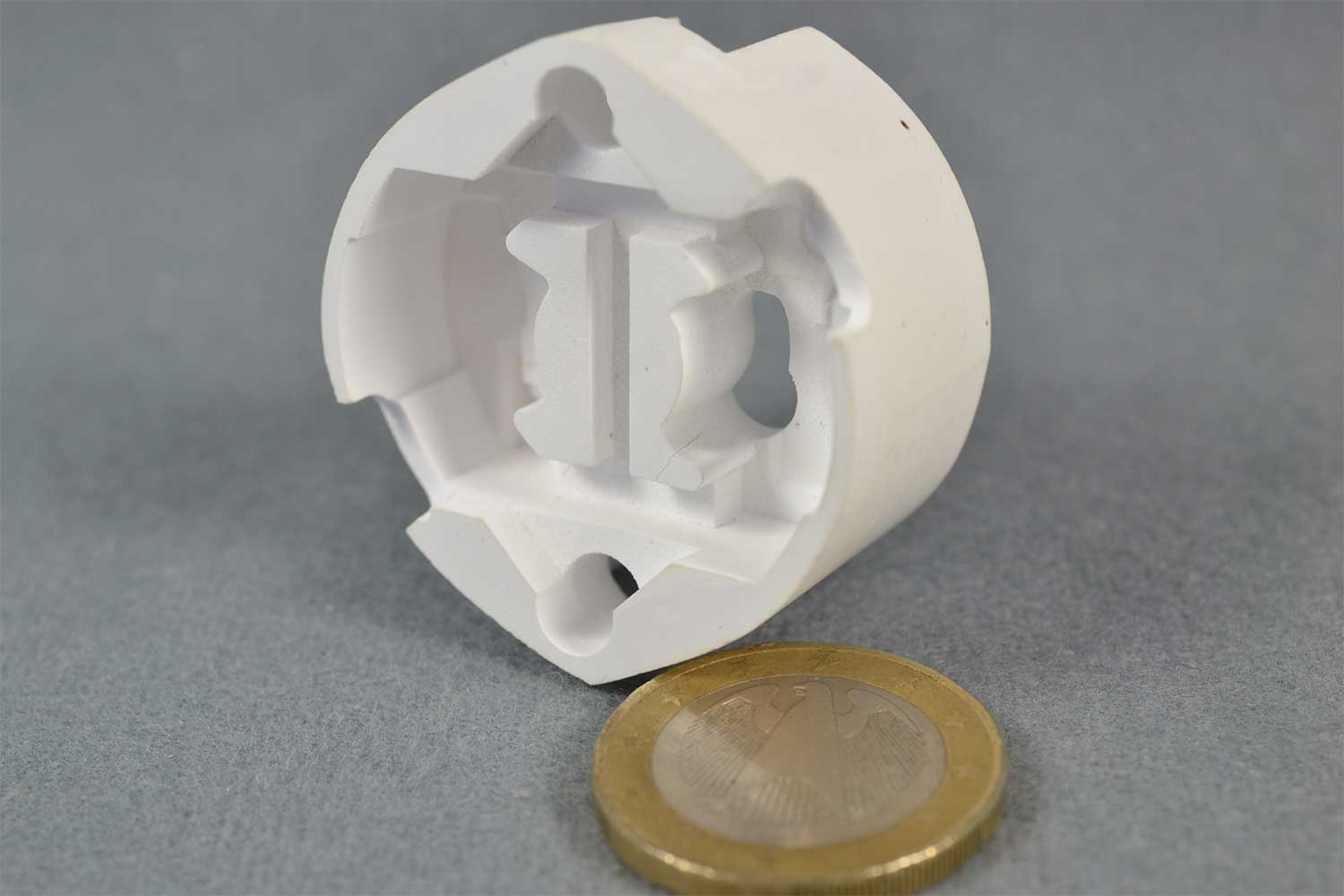
Bei der ersten Möglichkeit wird die Gießform direkt aus der CAD-Datei des Bauteils per Software generiert. Die physische Gießform kann dann im nächsten Schritt mittels Vat Photopolymerisation (VPP) hergestellt werden. Diese Vorgehensweise eignet sich insbesondere für kleine und komplexe Bauteile und ist generell die bevorzugte Variante, da sie über wenige Zwischenschritte von der CAD-Datei zum fertigen Bauteil führt.
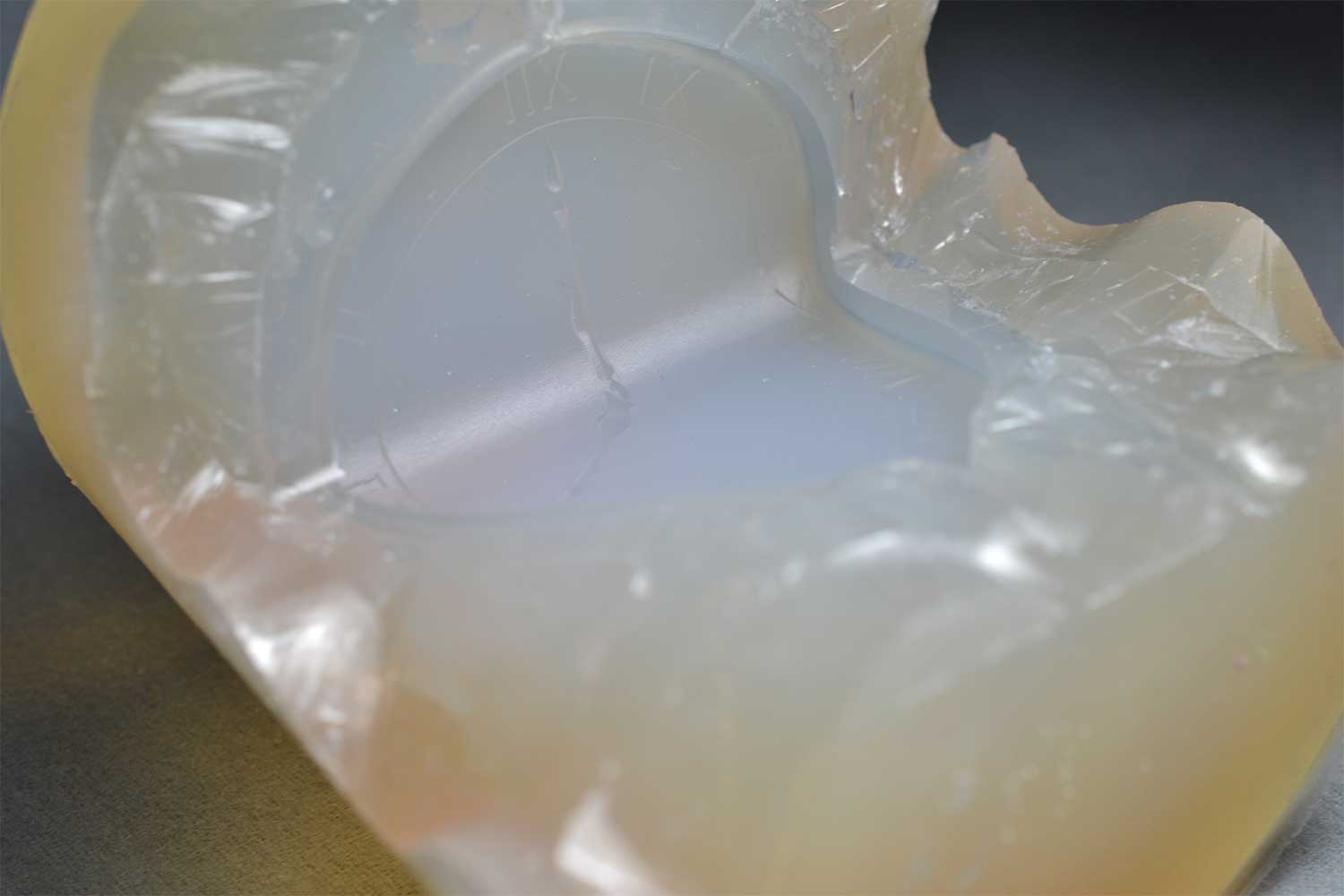
Bei der zweiten Herangehensweise wird aus der CAD-Datei zunächst ein Urmodell mittels Vat Photopolymerisation (VPP) hergestellt. Das Urmodell muss dann im nächsten Schritt händisch mit flüssigem Silicon umgossen werden. Ist das Silicon ausgehärtet, wird die Form mit einem Skalpell geöffnet und die Urform wieder entnommen. Die Urform hat hierbei das Negativ des herzustellenden Bauteils in der Siliconform hinterlassen. Diese Methode findet hauptsächlich Anwendung bei größeren Bauteilen und ist im Gegensatz zur ersten Methode, deutlich zeitaufwendiger.


Gießen
Wie wird die thermoplastische Masse in die Form gegossen?
Die hergestellte thermoplastische Masse wird zunächst im Vakuumheißgießschrank in einem Tiegel unter ständigem Rühren wieder aufgeschmolzen und zusätzlich evakuiert. Das Evakuieren der Masse senkt zum Einen die Viskosität des Feedstocks herab und gewährleistet zum Anderen ein nahezu porenfreies Gefüge im späteren keramischen Bauteil. Beim Gießvorgang selbst wird die Masse dann in einen Trichter gegossen, der in die eigentliche Gießform mündet.
Da sich Trichter und Gießform allerdings in unterschiedlichen Kammern befinden, kann die thermoplastische Masse somit über eine Druckdifferenz der beiden Kammern mit Druck in die Form gegossen werden. Ist die Form vollständig gefüllt worden, kann der gesamte Vakuumheißgießschrank wieder belüftet und die Form entnommen werden. Je nach eingesetztem Pulver und Bindertyp dauert es unterschiedlich lange, bis der Grünling entformt werden kann. Durchschnittliche Zeiten liegen hier bei 10-30 min.
Fertigung
Wie wird aus dem Grünling das fertige Bauteil?
Durch den Einsatz von relativ hohen Binderanteilen (10-15%) und relativ langkettigen organischen Molekülen bei diesem Prozess, müssen die Grünlinge vor dem Sintern entbindert werden. Hierfür werden die Grünlinge vollständig mit sehr feinem keramischem Pulver bedeckt und bei moderaten Temperaturen bis max. 250°C schonend bis zu 70 Stunden behandelt.
Bei diesem Schritt degradieren einerseits die langkettigen Moleküle des Binders zu kleineren Einheiten und andererseits wird ein Teil des Binders über die Kapillarkräfte des feinen keramischen Pulvers aus dem Grünling entzogen. Zudem werden innere Spannungen im Bauteil abgebaut, wodurch resultierende Risse und Verformungen beim anschließenden Sinterprozess vermieden werden können.
Nach dem Entbindern werden die sogenannten Braunlinge bei der, für den jeweiligen Werkstoff, entsprechenden Sintertemperatur gebrannt, wodurch sie ihre endgültigen Eigenschaften erhalten.
Möglichkeiten
Wofür ist Vakuumheißgießen besonders geeignet?
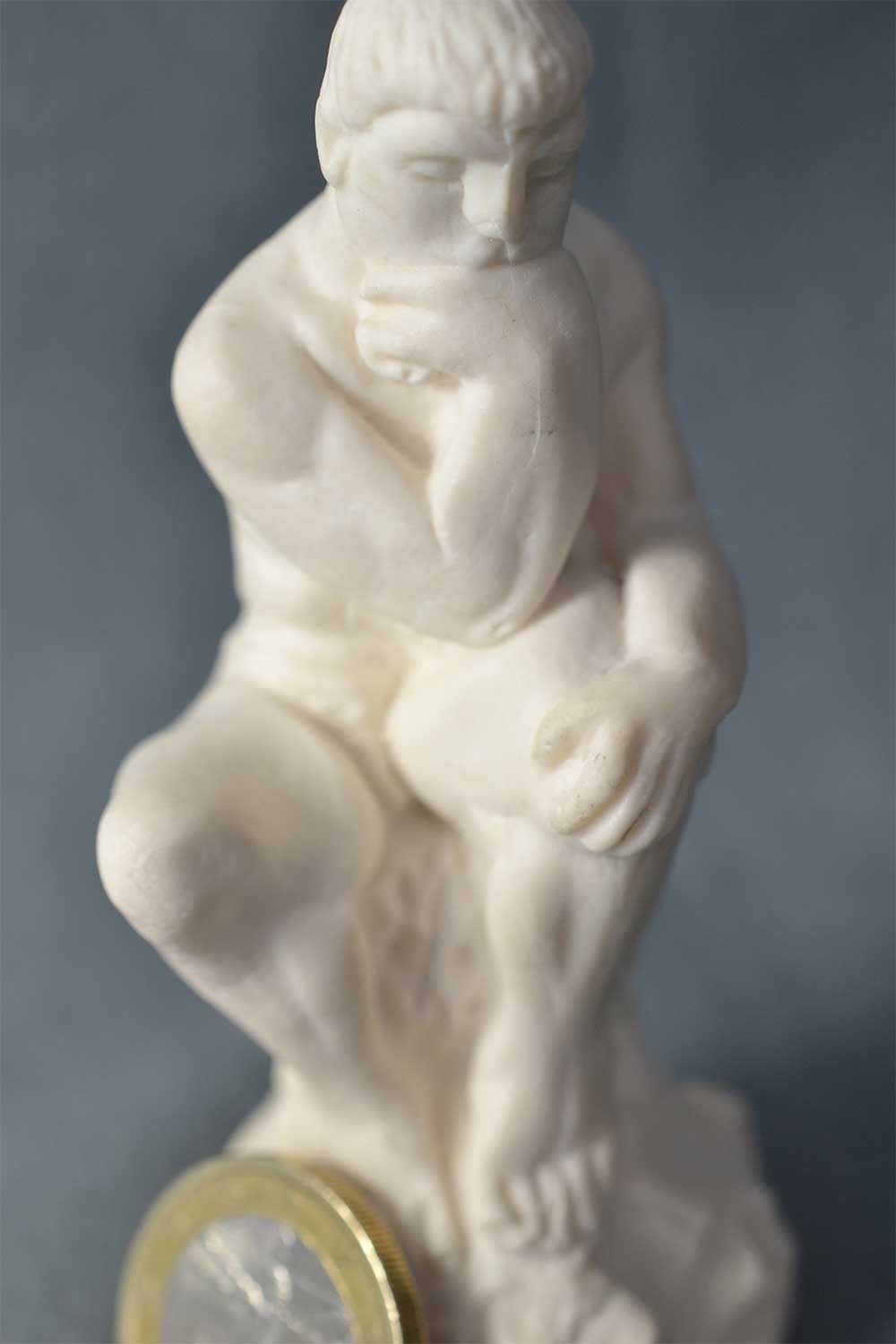
Vakuumheißgießen findet weitgehend für die Produktion von Bauteilen kleinerer Losgrößen mit komplexen Strukturen, sowie Prototypen Verwendung. Aufgrund der hohen Flexibilität des Verfahren eignet es sich insbesondere für individuelle Lösungsansätze von Bauteilen, aber auch Machbarkeitsstudien. Die hergestellten Bauteile zeichnen sich durch eine sehr glatte Oberfläche, ein dichtes Gefüge und eine hohe Maßhaltigkeit aus. Das Verfahren stößt allerdings bei sehr geringen Wandstärken (< 2 mm), sowie starken Hinterschneidungen an seine Grenzen. Weitere positive Aspekte sind die Wiederverwendbarkeit der Gießformen und der thermoplastischen Masse, wodurch es zu keinen zusätzlichen Kosten kommt.

Ansprechpartner
Tim Herrmann

- Tim Herrmann
- t.herrmann@wzr.cc
- 02226 1698-27