Vacuum hot casting for versatile and flexible production of your components
-
Hot Casting
What is vacuum hot casting?
-
Procedure
How does vacuum hot casting work in detail?
-
Casting
How is the thermoplastic mass poured into the mold?
-
Manufacturing
How does the green body become the finished part?
-
Possibilities
What is vacuum hot casting particularly suitable for?
-
Contact person
Tim Herrmann
Hot Casting
Solutions and feasibility studies for vacuum hot casting
Due to the high flexibility of vacuum hot casting, we can offer you versatile solutions for the production of your component geometry, whereby individual problems can be taken into account. Depending on the application, you can choose between the materials aluminum oxide, corundum mullite and black zirconium oxide as standard thermoplastic mass. In addition, we can also offer you a development of the thermoplastic mass on the basis of your material within the framework of a feasibility study.

Hot Casting
What is vacuum hot casting?
In vacuum hot casting, a thermoplastic ceramic mass is poured into a mold under vacuum and pressure at temperatures between 70-110°C. After the mass has hardened in the mold, the component is removed from the mold and then debound and sintered.
Procedure
How does vacuum hot casting work in detail?
In general, there are two ways to produce a mould for vacuum hot casting.
For both methods, a CAD file of the component to be produced is required first.
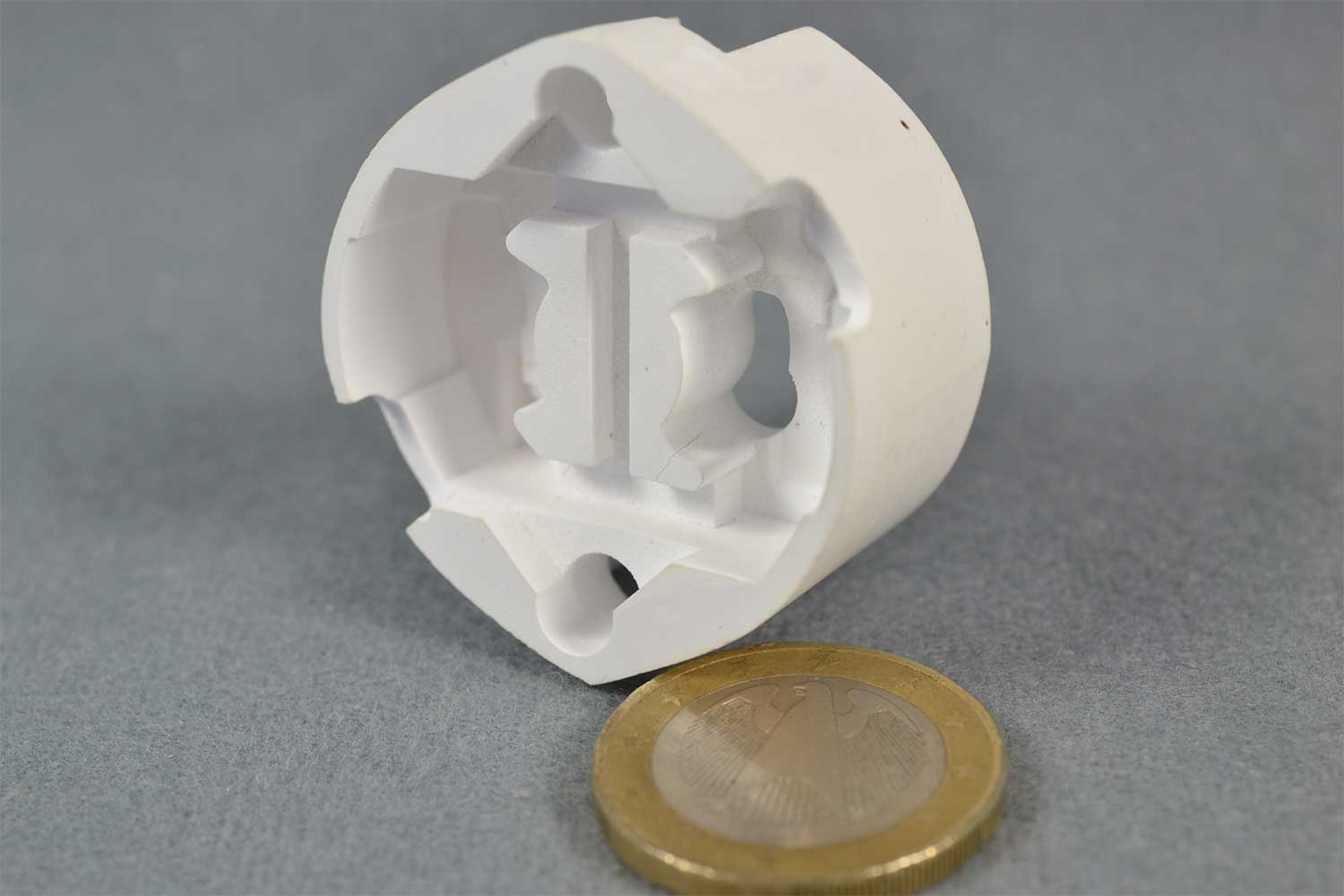
For the first option, the mold is directly derived from the CAD file of the component via software. The physical mould can then be produced in the next step using Vat Photopolymerisation (VPP). This procedure is particularly suitable for small and complex components and is generally the preferred option, as it leads from the CAD file to the finished component in just a few steps.
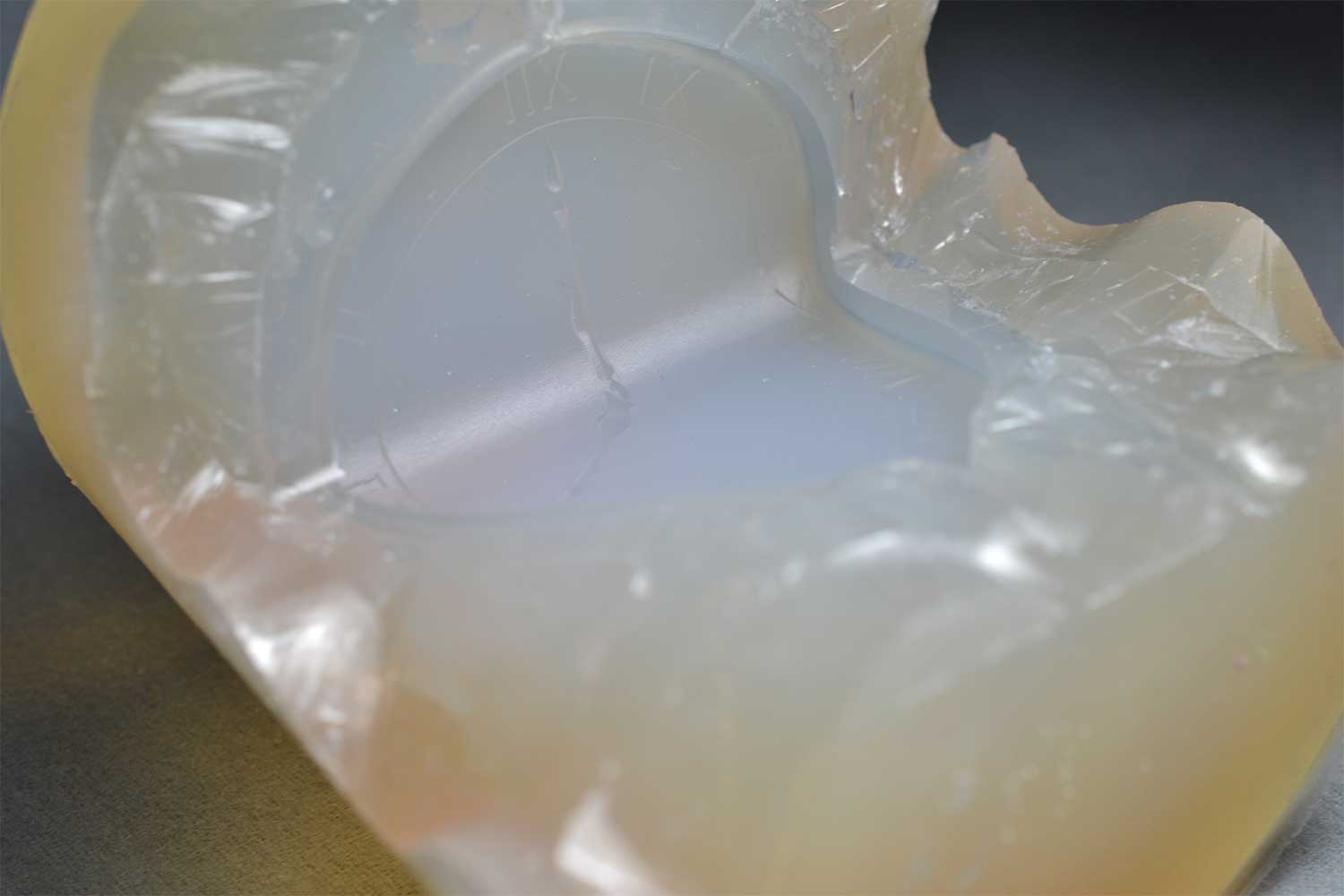
In the second approach, first an original mold is produced from the CAD file using Vat photopolymerization (VPP). In the next step, the original mold must then be manually recasted with liquid silicone. Once the silicone has cured, the mold is opened with a scalpel and the original mold is removed, leaving the negative of the component part in the silicone form. This method is mainly used for larger components and is much more time-consuming than the first method.


Casting
How is the thermoplastic mass poured into the mold?
The produced thermoplastic mass is first re-melted in a crucible in the vacuum hot-casting oven under constant stirring and additionally evacuated. The evacuation of the mass on the one hand reduces the viscosity of the feedstock and on the other hand guarantees a nearly pore-free structure in the later ceramic component. During the casting process itself, the mass is then poured into a funnel which opens into the actual casting mould.
Since the funnel and the casting mold are located in different chambers, the thermoplastic mass can be poured into the mold by means of a pressure difference between the two chambers. Once the mould has been completely filled, the entire vacuum hot casting oven can be ventilated again and the mould can be removed. Depending on the powder and binder type used, it takes different lengths of time until the green body can be demolded. Average times here are 10-30 minutes.
Manufacturing
How does the green body become the finished part?
Due to the use of relatively high binder contents (10-15%) and relatively long-chain organic molecules in this process, the green bodies have to be debound before sintering. For this purpose, the green bodies are completely covered with very fine ceramic powder and treated gently for up to 70 hours at moderate temperatures up to max. 250°C.
During this step, on the one hand the long-chain molecules of the binder degrade to smaller units and, on the other hand, a certain amount of the binder is removed from the green body via the capillary forces of the fine ceramic powder. In addition, internal stresses in the component are relieved, preventing cracks and deformations during the subsequent sintering process.
After debinding, the so-called brown bodies are fired at the appropriate sintering temperature for the respective material, which gives them their final properties.
Possibilities and limits
What is vacuum hot casting particularly suitable for?
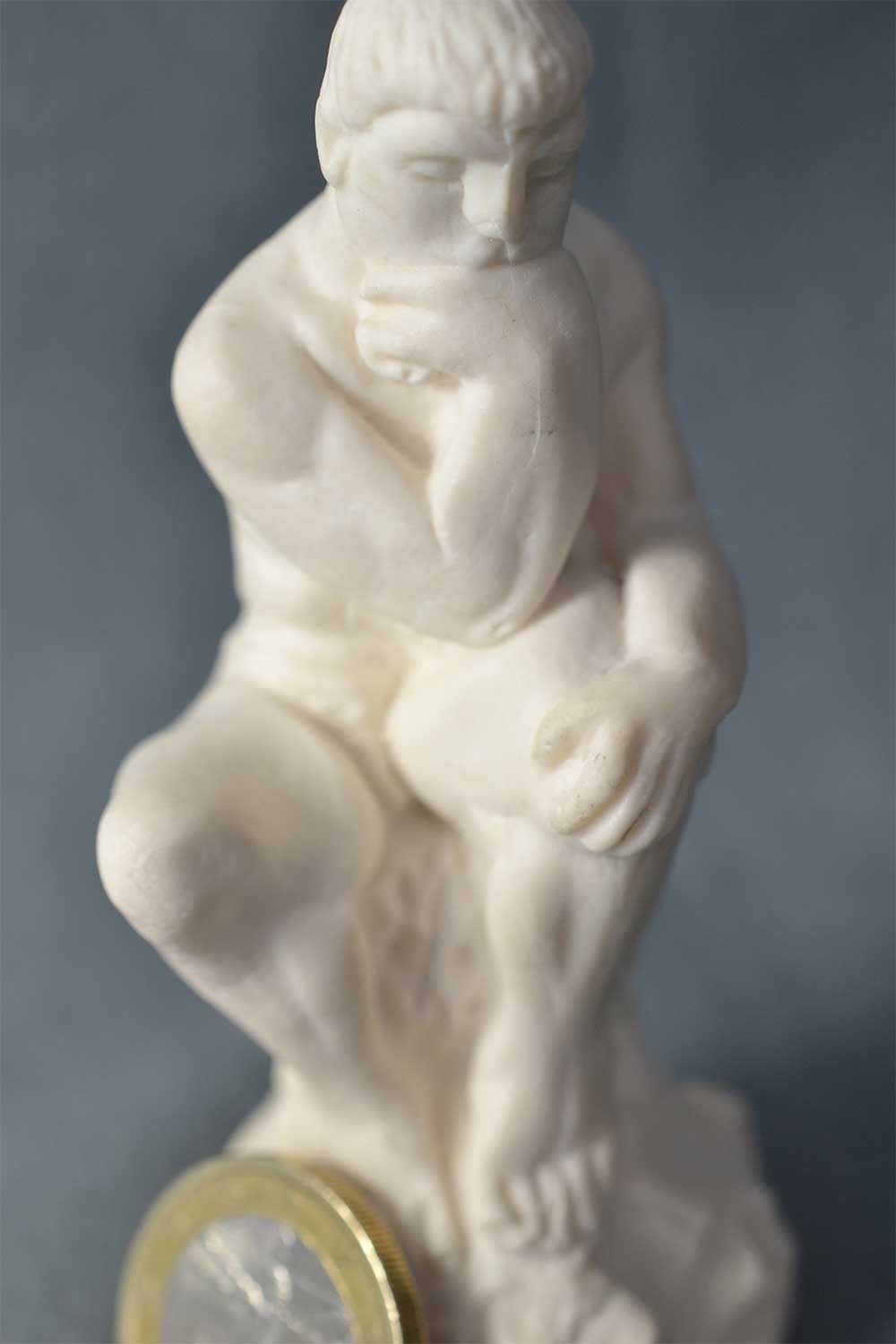
Vacuum hot casting is used extensively for the production of components in small batches with complex structures, as well as prototypes. Due to the high flexibility of the process, it is particularly suitable for individual solutions of components, but also for feasibility studies. The manufactured components are characterized by a very smooth surface, a dense structure and high dimensional accuracy. However, the process reaches its limits with very thin walls (< 2 mm) and severe undercuts. Further positive aspects are the reusability of the casting moulds and the thermoplastic mass, which means that there are no additional costs.

Contact person
Tim Herrmann

- Tim Herrmann
- t.herrmann@wzr.cc
- 02226 1698-27